Practical FMEA Meeting Tips for Quality Engineers
APQP - PPAP -FMEA -Control Plans - Poke Yoke - etc.
It’s pretty obvious but the bottom line objective of Quality Planning is risk avoidance to ensure customer satisfaction of a product delivered on time, and meeting the entire performance criteria specified by the Customer. Of course proper Quality Planning will also ensure that internal budgetary and resource targets are met.
Quality Planning and the tools involved are a key part of the Project Management process.
There are many tools involved in supporting this process and one of the best sources to describe them is, in my experience the AIAG (Automotive Industry Action Group) Manual of APQP (Advance Product Quality Planning).
http://www.aiag.org/source/Orders/index.cfm?search=APQP#.UJ5hNGdS6So
There are also multitudes of web sites describing multitudes of Quality Planning tools and most of them take a very academic approach to the tools.
This guide is not intended to be a “how to use” these tools, as it is assumed that if you are reading this you will already have a working knowledge of them.
Nor are these tips “academic” they are practical and easy to apply and are based on over 40 years of using these tools in the Automotive Industry.
My tips do not cover the entire arsenal of advance quality planning tools; it focuses on the “key few” and is not meant to be all inclusive.
I have developed some refinements to these tools that I can share. Not only do these refinements add robustness to the tools, there is another distinct advantage.
If you work in Quality you will know that you cannot escape audits, whether it is customer audits or ISO/TS 16949, Auditors of all descriptions just seem to keep coming at you!
Auditors want to see how well you are implementing the APQP process and it is not always easy to show a link between all of the tools leading from the Customer Specifications to the final delivered product.
Implementing my suggestions and refinements will make it straightforward to demonstrate to auditors and customers alike the various links between the tools.
The basic foundation for Quality Planning are the Customer Requirements/Specifications. Out of these will come the technical requirements and environmental requirements which will feed into the DFMEA, the required volumes and delivery targets which will feed the PFMEA and Logistics Planning. Many of the Customer requirements will be cascaded into the Specifications that are given to your Suppliers.
There is a key point to remember here is that the quality of the final product in a big way depends upon the quality of the chosen suppliers so their APQP is just as important just take a look at your product and see what percentage is “bought in”.
1. Customer Requirements/Specifications.
Normally a customer will approach a company who already manufactures a similar product, so the requirements would not typically be a long way from current products. However, there obviously will be differences. In order to ensure that the new requirements/differences are identified so that they can be completely complied with, some kind of a Gap Analysis will need to be carried out.
This is just a method of finding shortfalls or “Gaps” between what the customer wants and what you are currently capable of supplying to them.
In simple terms this could be a four column checklist. In the first column would be listed all of the new requirements. In the second column would be the corresponding specifications of the current product and where there is correlation this shown in the third column. Where no correlation exists there is a “Gap” and action to achieve the specification is required and detailed in the fourth column.
Anytime something new or unknown is planned this involves risk and careful mitigation and this is what Project Management is for.
Quality Planning or APQP is a big part of the Project Management process and while essential it is also a is a big cost driver.
Typically at this stage there will be a concept design that will have been developed at the quotation stages. This will become the basis for the next part of the process.
2. DFMEA
As you know the main focus of the DFMEA is to identify Failure Modes and define actions to prevent them occurring.
Thus in order to identify the Failure Modes correctly it is imperative that the Function is clearly described. If not the DFMEA becomes a meaningless paper exercise and as carrying out an FMEA is a costly and time consuming process it needs to be value added and also result in a robust design or process.
In a DFMEA the Failure Mode is the inability of a component to achieve its designed function.
Tip 1
Of course, each component may have more than one function and each one must be defined.
To avoid time being taken up in the DFMEA meeting I advise that a separate Function Requirement Analysis (FRA) meeting be convened to feed into the DFMEA.
Why do I say that? Well it is tempting to use the FMEA form for the FRA, but the danger is that the team will drift off course and start doing the actual FMEA. If a separate matrix is used the team will concentrate on defining the Functions only and prevent them becoming sidetracked.
Just like the FMEA process, each component is evaluated in turn and as previously mentioned may have more than one function to be reviewed. The function should be defined as clearly as possible in measurable units; where the component has to meet a particular specification (from the review of the Customer Requirements or Internal requirements) this should be listed.
The potential failure mode is then easy to specify. It is simply the inability of the component to meet the measurable/specification or validation test XYZ.
The risk analysis is not done at this time; it is followed up in the FMEA meeting.
Other functions may not be design orientated, let’s take a simple example of a felt tip pen.
It’s pretty obvious but the bottom line objective of Quality Planning is risk avoidance to ensure customer satisfaction of a product delivered on time, and meeting the entire performance criteria specified by the Customer. Of course proper Quality Planning will also ensure that internal budgetary and resource targets are met.
Quality Planning and the tools involved are a key part of the Project Management process.
There are many tools involved in supporting this process and one of the best sources to describe them is, in my experience the AIAG (Automotive Industry Action Group) Manual of APQP (Advance Product Quality Planning).
http://www.aiag.org/source/Orders/index.cfm?search=APQP#.UJ5hNGdS6So
There are also multitudes of web sites describing multitudes of Quality Planning tools and most of them take a very academic approach to the tools.
This guide is not intended to be a “how to use” these tools, as it is assumed that if you are reading this you will already have a working knowledge of them.
Nor are these tips “academic” they are practical and easy to apply and are based on over 40 years of using these tools in the Automotive Industry.
My tips do not cover the entire arsenal of advance quality planning tools; it focuses on the “key few” and is not meant to be all inclusive.
I have developed some refinements to these tools that I can share. Not only do these refinements add robustness to the tools, there is another distinct advantage.
If you work in Quality you will know that you cannot escape audits, whether it is customer audits or ISO/TS 16949, Auditors of all descriptions just seem to keep coming at you!
Auditors want to see how well you are implementing the APQP process and it is not always easy to show a link between all of the tools leading from the Customer Specifications to the final delivered product.
Implementing my suggestions and refinements will make it straightforward to demonstrate to auditors and customers alike the various links between the tools.
The basic foundation for Quality Planning are the Customer Requirements/Specifications. Out of these will come the technical requirements and environmental requirements which will feed into the DFMEA, the required volumes and delivery targets which will feed the PFMEA and Logistics Planning. Many of the Customer requirements will be cascaded into the Specifications that are given to your Suppliers.
There is a key point to remember here is that the quality of the final product in a big way depends upon the quality of the chosen suppliers so their APQP is just as important just take a look at your product and see what percentage is “bought in”.
1. Customer Requirements/Specifications.
Normally a customer will approach a company who already manufactures a similar product, so the requirements would not typically be a long way from current products. However, there obviously will be differences. In order to ensure that the new requirements/differences are identified so that they can be completely complied with, some kind of a Gap Analysis will need to be carried out.
This is just a method of finding shortfalls or “Gaps” between what the customer wants and what you are currently capable of supplying to them.
In simple terms this could be a four column checklist. In the first column would be listed all of the new requirements. In the second column would be the corresponding specifications of the current product and where there is correlation this shown in the third column. Where no correlation exists there is a “Gap” and action to achieve the specification is required and detailed in the fourth column.
Anytime something new or unknown is planned this involves risk and careful mitigation and this is what Project Management is for.
Quality Planning or APQP is a big part of the Project Management process and while essential it is also a is a big cost driver.
Typically at this stage there will be a concept design that will have been developed at the quotation stages. This will become the basis for the next part of the process.
2. DFMEA
As you know the main focus of the DFMEA is to identify Failure Modes and define actions to prevent them occurring.
Thus in order to identify the Failure Modes correctly it is imperative that the Function is clearly described. If not the DFMEA becomes a meaningless paper exercise and as carrying out an FMEA is a costly and time consuming process it needs to be value added and also result in a robust design or process.
In a DFMEA the Failure Mode is the inability of a component to achieve its designed function.
Tip 1
Of course, each component may have more than one function and each one must be defined.
To avoid time being taken up in the DFMEA meeting I advise that a separate Function Requirement Analysis (FRA) meeting be convened to feed into the DFMEA.
Why do I say that? Well it is tempting to use the FMEA form for the FRA, but the danger is that the team will drift off course and start doing the actual FMEA. If a separate matrix is used the team will concentrate on defining the Functions only and prevent them becoming sidetracked.
Just like the FMEA process, each component is evaluated in turn and as previously mentioned may have more than one function to be reviewed. The function should be defined as clearly as possible in measurable units; where the component has to meet a particular specification (from the review of the Customer Requirements or Internal requirements) this should be listed.
The potential failure mode is then easy to specify. It is simply the inability of the component to meet the measurable/specification or validation test XYZ.
The risk analysis is not done at this time; it is followed up in the FMEA meeting.
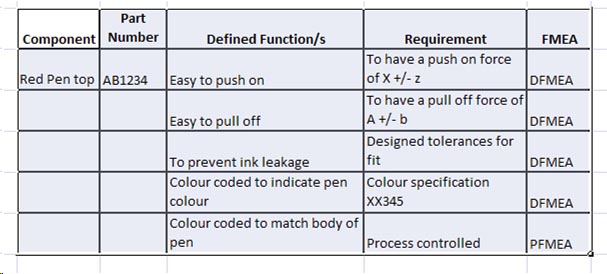
Other functions may not be design orientated, let’s take a simple example of a felt tip pen.

The cap of the pen has obviously has design
functions to meet, push/pull off force, air tightness etc.
However in addition the cap of the pen is coloured to identify the colour of the tip of the pen and is also the correct colour shade to match the colour coding stripes on the body of the pen.
The defined function requirement therefore of the cap is to be matched to and to identify the colour of the pen body. This means that the cap and has to be matched with the correctly colour coded body of the pen to satisfy the requirement - this function requirement will cascade into the Process FMEA because this is where the physical matching will occur and have to be controlled. Note that the pen body is clearly marked so that a Mistake Proofing or Poke Yoke can be designed into the process if thought viable by the team.
Another requirement is for the cap to be a specified uniform colour and shade, this requirement would cascade into the PFMEA for the moulding process so of the plastic compound is batch controlled.
This requirement then further cascades into the FMEA and Control Plan of the plastic compound supplier so that the mix and additive is controlled at their premises.
In this methodical way each function is stepped through and its requirement defined. The analysis can also list the FMEA into which the function will be controlled eg. DFMEA, PFMEA, Logistics FMEA, service FMEA, maintenance FMEA.
A very simplistic guide is shown below.
However in addition the cap of the pen is coloured to identify the colour of the tip of the pen and is also the correct colour shade to match the colour coding stripes on the body of the pen.
The defined function requirement therefore of the cap is to be matched to and to identify the colour of the pen body. This means that the cap and has to be matched with the correctly colour coded body of the pen to satisfy the requirement - this function requirement will cascade into the Process FMEA because this is where the physical matching will occur and have to be controlled. Note that the pen body is clearly marked so that a Mistake Proofing or Poke Yoke can be designed into the process if thought viable by the team.
Another requirement is for the cap to be a specified uniform colour and shade, this requirement would cascade into the PFMEA for the moulding process so of the plastic compound is batch controlled.
This requirement then further cascades into the FMEA and Control Plan of the plastic compound supplier so that the mix and additive is controlled at their premises.
In this methodical way each function is stepped through and its requirement defined. The analysis can also list the FMEA into which the function will be controlled eg. DFMEA, PFMEA, Logistics FMEA, service FMEA, maintenance FMEA.
A very simplistic guide is shown below.
Once the FRA has been completed a simple
cut and paste into the DFMEA form will kick off the exercise.
The FRA should be clear and concise and should cross reference the Customer requirements and defined performance specifications.
What is the advantage of focusing solely on the functions first?
Consider the alternative; doing an FMEA the traditional way, the team is defined and they have their first meeting.
After the preamble of filling in the various headings they start to define the first function and then move horizontally across the FMEA form, working on each column heading at a time, each one a different topic and necessitating a change of focus.
Then having completed the first horizontal row they eventually return to defining the next function and move vertically down where another mind set adjustment is required, this method is totally inefficient.
Tip 2
It is my opinion that FMEA’s should always move vertically working down each column heading first not horizontally (as shown below). This means that the mindset of the team is always concentrated on one topic at a time resulting in a more productive meeting as continuity of thought process is not interrupted.
The FRA should be clear and concise and should cross reference the Customer requirements and defined performance specifications.
What is the advantage of focusing solely on the functions first?
Consider the alternative; doing an FMEA the traditional way, the team is defined and they have their first meeting.
After the preamble of filling in the various headings they start to define the first function and then move horizontally across the FMEA form, working on each column heading at a time, each one a different topic and necessitating a change of focus.
Then having completed the first horizontal row they eventually return to defining the next function and move vertically down where another mind set adjustment is required, this method is totally inefficient.
Tip 2
It is my opinion that FMEA’s should always move vertically working down each column heading first not horizontally (as shown below). This means that the mindset of the team is always concentrated on one topic at a time resulting in a more productive meeting as continuity of thought process is not interrupted.
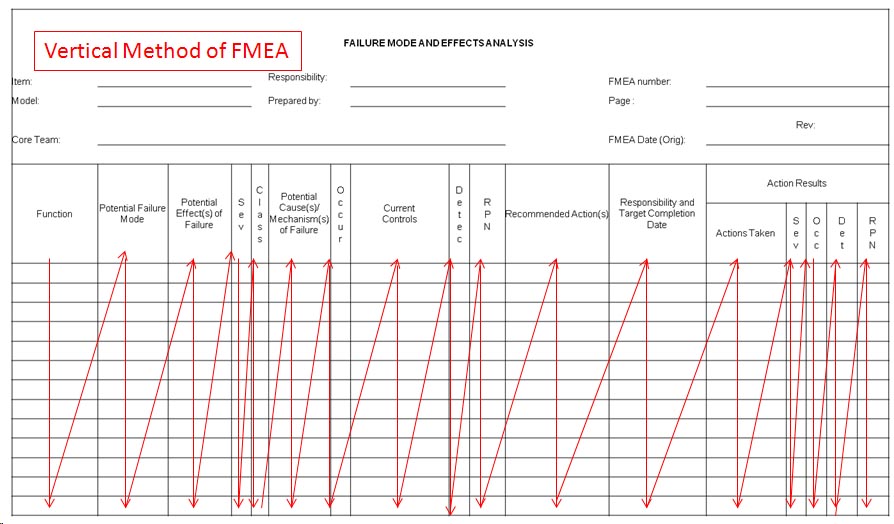
Why not try it and see for yourself.
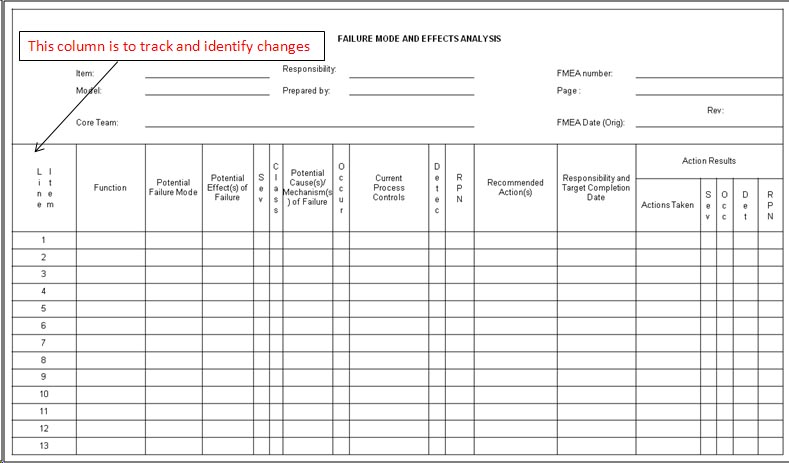
Tip 3
It is also very important that the DFMEA is a live document regularly updated when engineering changes occur. In order to easily identify where on the FMEA the update has occurred it is advisable to add an extra column with each line of the FMEA numbered. This way the engineering change can specify the line item of the FMEA that changed and it also means that the Quality member can easily demonstrate to customers and auditors alike how changes are controlled.
Tip 3
It is also very important that the DFMEA is a live document regularly updated when engineering changes occur. In order to easily identify where on the FMEA the update has occurred it is advisable to add an extra column with each line of the FMEA numbered. This way the engineering change can specify the line item of the FMEA that changed and it also means that the Quality member can easily demonstrate to customers and auditors alike how changes are controlled.
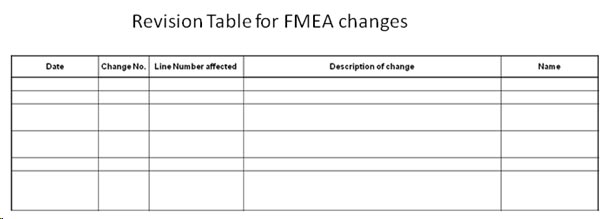
Tip 4
Attached to the FMEA document should be a revision table where the amendments are recorded. An example is shown below and it is easy to record the change and where on the FMEA it was addressed.
Attached to the FMEA document should be a revision table where the amendments are recorded. An example is shown below and it is easy to record the change and where on the FMEA it was addressed.
This line Item column is
also useful when we talk about Critical Characteristics and Special
Characteristics, definitions of which can be found elsewhere.
Tip 5
When the CC’s and SC’s are defined on the FMEA it is useful to add another extra column on the far right of the FMEA with the heading Grid Reference.
I will explain why.
On the drawing or CAD model there are grid references for each area of the drawing. Where a feature of the component is given a CC or SC this can be referenced in this column for example as grid reference C26.
The line item on the FMEA containing the CC/SC can then easily show exactly where it is addressed on the engineering drawing.
Tip 6
Add the tracking chart to the component drawing
Not only is this good practice to make sure all CC/SC’s are covered, but very useful for customer Supplier Quality Engineers or internal/external auditors!
Some customers expect to see that features which mount to their product are carefully controlled.
Normally these would be designated as SC’s but they could be identified using different nomenclature and added to your tracking documents to demonstrate clearly that they are being tracked.
If you wish you can add a further level of control utilizing the chart on the drawing.
Tip 7
If your Control Plan numbers are added to the chart this can also cross reference the CC/SC’s
Tip 8
If you want total traceability then a separate matrix can be developed to correlate the CC/SC’s through every stage of the quality planning tools and to the Process Sheets.
Tip 9
Another useful feature which can be added to the FMEA’s are corrective actions resulting from Customer Complaints or Internal Non-Conformances. If they are added to newly developed FMEA’s not only is it good information for the team to have but by adding them to the FMEA as “actual failure modes” they are addressed and will be prevented from being repeated.
Tip 10
It is imperative that your Supplier Quality Engineers ensure that all non-conformances from suppliers are addressed in the supplier FMEA's for just this reason.
The corrective actions that have been implemented by the suppliers resulting from their historical problems must be carried forward and addressed in their new FMEA’s.
By the addition of another column to the far right of the FMEA then Historical Solutions are identified and can be easily monitored and tracked, like wise on “in-house FMEA’s”.
Tip 11
One last thought regarding Process FMEA's. When launching a PFMEA, the first column entitled "Function" is sometimes difficult to explain to some members of an FMEA team after all how does "function" apply to screwing two components together?
My approach is to define it as " what is the objective of this part of the process?" this clarifies it. In the example mentioned it would probably be to apply X amount of torque.
Once again the principle of doing a FRA applies it merely changes to an "Objective Requirements Analysis". But all of the aforementioned principles apply.
Tip 12
One of the most important parts of the FMEA but one of the most time consuming and sometimes fractious parts is defining the Risk Priority Number.
There is always somebody in the FMEA team who wants his or her voice to be heard and will argue that their score of 5 is the right one and somebody else who will not budge from saying it is a 4. This will apply whether it is the Severity, Occurrence or Detection ranking that is being discussed. Not only are these prolonged discussions disrupting for the rest of the team but they are a complete waste of time. The way I normally deal with these discussions in order to save time is to go around the table and ask each member of the team to give there ranking and go with the majority. The bottom line is that normally if something is high risk it is obvious and at the middle of the ranking table it doesn't really matter whether the rating is 4, 5 or 6 so why waste time arguing about it. This method of consensus reaching can be applied to each ranking and really saves time in the FMEA meetings.
Some useful links are attached:-
Link to AIAG FMEA RPN rating tables
http://www.fmeainfocentre.com/updates/dec09/AIAG%20FMEA-Ranking-Tables.pdf
Link to ASQ FMEA
http://asq.org/learn-about-quality/process-analysis-tools/overview/fmea.html
Enough for now. If you find this useful - or not - I would like to hear your feedback, please leave comments, or email me at the address below.
[email protected]
Tip 5
When the CC’s and SC’s are defined on the FMEA it is useful to add another extra column on the far right of the FMEA with the heading Grid Reference.
I will explain why.
On the drawing or CAD model there are grid references for each area of the drawing. Where a feature of the component is given a CC or SC this can be referenced in this column for example as grid reference C26.
The line item on the FMEA containing the CC/SC can then easily show exactly where it is addressed on the engineering drawing.
Tip 6
Add the tracking chart to the component drawing
Not only is this good practice to make sure all CC/SC’s are covered, but very useful for customer Supplier Quality Engineers or internal/external auditors!
Some customers expect to see that features which mount to their product are carefully controlled.
Normally these would be designated as SC’s but they could be identified using different nomenclature and added to your tracking documents to demonstrate clearly that they are being tracked.
If you wish you can add a further level of control utilizing the chart on the drawing.
Tip 7
If your Control Plan numbers are added to the chart this can also cross reference the CC/SC’s
Tip 8
If you want total traceability then a separate matrix can be developed to correlate the CC/SC’s through every stage of the quality planning tools and to the Process Sheets.
Tip 9
Another useful feature which can be added to the FMEA’s are corrective actions resulting from Customer Complaints or Internal Non-Conformances. If they are added to newly developed FMEA’s not only is it good information for the team to have but by adding them to the FMEA as “actual failure modes” they are addressed and will be prevented from being repeated.
Tip 10
It is imperative that your Supplier Quality Engineers ensure that all non-conformances from suppliers are addressed in the supplier FMEA's for just this reason.
The corrective actions that have been implemented by the suppliers resulting from their historical problems must be carried forward and addressed in their new FMEA’s.
By the addition of another column to the far right of the FMEA then Historical Solutions are identified and can be easily monitored and tracked, like wise on “in-house FMEA’s”.
Tip 11
One last thought regarding Process FMEA's. When launching a PFMEA, the first column entitled "Function" is sometimes difficult to explain to some members of an FMEA team after all how does "function" apply to screwing two components together?
My approach is to define it as " what is the objective of this part of the process?" this clarifies it. In the example mentioned it would probably be to apply X amount of torque.
Once again the principle of doing a FRA applies it merely changes to an "Objective Requirements Analysis". But all of the aforementioned principles apply.
Tip 12
One of the most important parts of the FMEA but one of the most time consuming and sometimes fractious parts is defining the Risk Priority Number.
There is always somebody in the FMEA team who wants his or her voice to be heard and will argue that their score of 5 is the right one and somebody else who will not budge from saying it is a 4. This will apply whether it is the Severity, Occurrence or Detection ranking that is being discussed. Not only are these prolonged discussions disrupting for the rest of the team but they are a complete waste of time. The way I normally deal with these discussions in order to save time is to go around the table and ask each member of the team to give there ranking and go with the majority. The bottom line is that normally if something is high risk it is obvious and at the middle of the ranking table it doesn't really matter whether the rating is 4, 5 or 6 so why waste time arguing about it. This method of consensus reaching can be applied to each ranking and really saves time in the FMEA meetings.
Some useful links are attached:-
Link to AIAG FMEA RPN rating tables
http://www.fmeainfocentre.com/updates/dec09/AIAG%20FMEA-Ranking-Tables.pdf
Link to ASQ FMEA
http://asq.org/learn-about-quality/process-analysis-tools/overview/fmea.html
Enough for now. If you find this useful - or not - I would like to hear your feedback, please leave comments, or email me at the address below.
[email protected]
